Researchers Test 3D Printed Milling Cutter With Conformal Cooling
•March 4, 2026
0
Key Takeaways
- •Conformal cooling channels printed via SLM improve cutter heat removal
- •Traditional tools use straight bores, limiting coolant proximity
- •Post‑process heat treatment essential for LPBF tool durability
- •Potential feed‑per‑tooth gains could offset higher tool cost
- •Channel design flexibility enables software‑defined coolant delivery
Summary
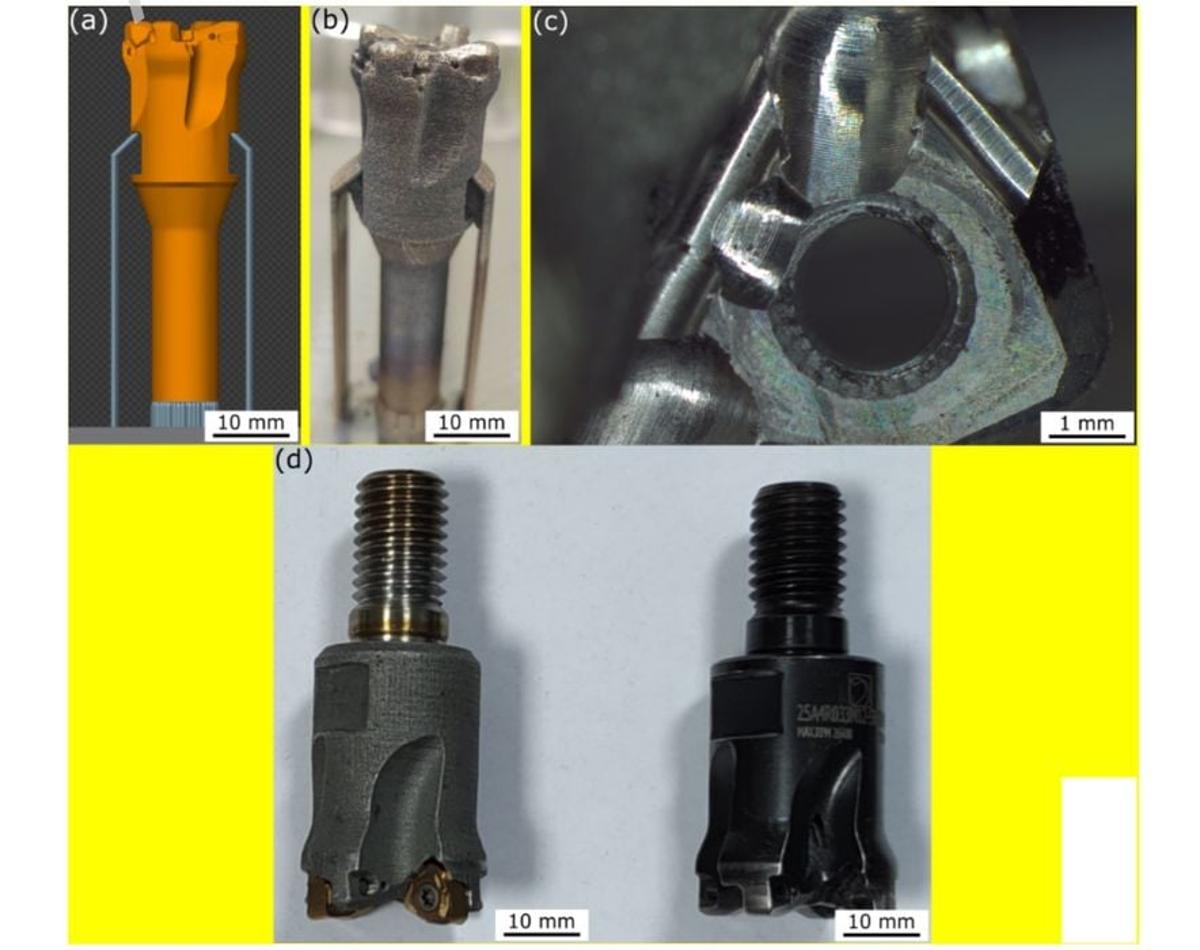
Researchers have 3‑D printed a milling cutter using laser powder bed fusion with internal conformal cooling channels that follow the cutting edge. The freeform coolant paths keep coolant closer to the shear zone, potentially lowering tool temperature and wear. Tests compared the AM cutter to conventional designs, measuring temperature, wear, cutting forces and surface finish. Results suggest that additive manufacturing enables coolant geometry impossible with traditional machining, but the study stops short of quantifying performance gains.
Pulse Analysis
Additive manufacturing has long revolutionized injection‑mold cooling, yet its application to rotating metal‑cutting tools remains nascent. By leveraging selective laser melting, engineers can fabricate freeform coolant passages that hug the cutter’s flute, delivering coolant directly to the chip‑formation zone. This proximity reduces the thermal gradient at the cutting edge, curbing wear and stabilizing dimensions—critical factors when machining heat‑sensitive alloys such as titanium or nickel‑based superalloys. The study’s experimental setup, though lacking detailed metrics, underscores the feasibility of translating conformal cooling concepts from static molds to dynamic cutting environments.
The transition from design to functional tool, however, introduces several technical hurdles. LPBF‑produced cutters require rigorous post‑processing, including stress‑relief heat treatment and often hot isostatic pressing to eliminate residual porosity that could compromise fatigue life. Ensuring complete powder removal from intricate channels is non‑trivial, as trapped particles can impede coolant flow and increase pressure drop. Moreover, the rotating mass must be precisely balanced; any asymmetry from internal voids or uneven wall thickness can induce vibration at high spindle speeds, jeopardizing surface finish and tool longevity. Addressing these challenges demands integrated process control and advanced inspection techniques.
From a business perspective, the value proposition hinges on the balance between higher upfront costs and downstream productivity gains. If conformal cooling enables modest increases in feed‑per‑tooth or allows higher cutting speeds without sacrificing tool life, manufacturers can reclaim valuable machine hours and reduce downtime. Software‑defined channel geometries also promise rapid customization for different material families, turning tool design into a parametric, data‑driven activity. As post‑processing workflows mature and economies of scale improve, the premium associated with AM‑fabricated cutters is likely to diminish, paving the way for broader adoption across aerospace, automotive, and energy sectors.
Comments
Want to join the conversation?