Lubricant Viscosity Is Critical to Efficient and Reliable Manufacturing
•February 25, 2026
0
Why It Matters
Choosing the right viscosity directly impacts plant productivity and operating costs, making it a strategic maintenance decision for manufacturers.
Key Takeaways
- •Correct viscosity reduces friction and energy consumption.
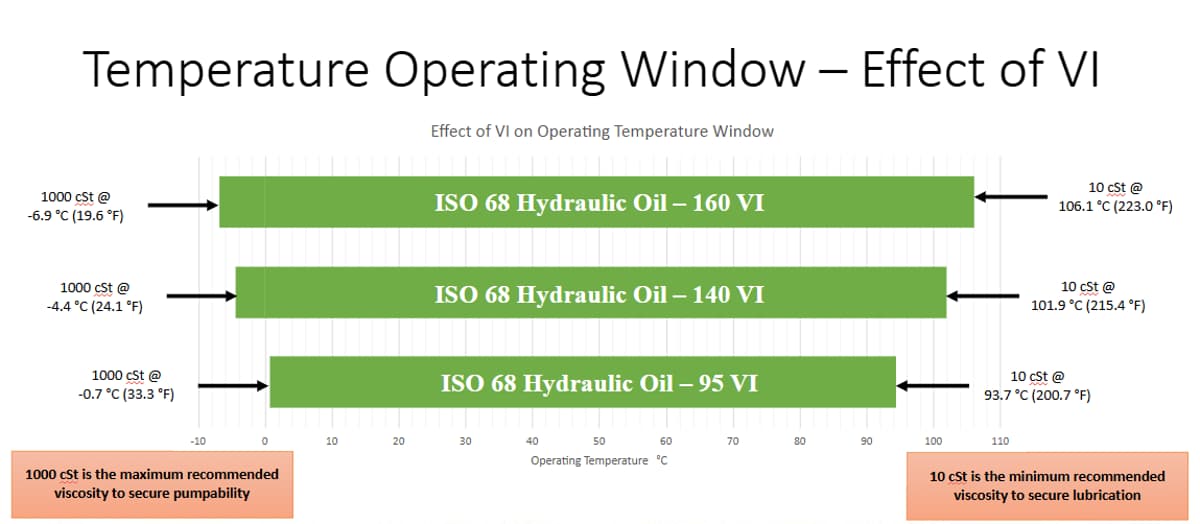
- •High VI oils enable broader temperature operating windows.
- •ISO and SAE grades standardize lubricant selection globally.
- •Viscosity consolidation can simplify inventory but must stay within one grade.
- •Improper viscosity leads to wear, overheating, and downtime.
Pulse Analysis
In modern production facilities, lubrication strategy has evolved from a routine task to a performance‑driving discipline. Machines operate at higher speeds and tighter tolerances, demanding oils that flow readily yet maintain a protective film. Understanding the physics of viscosity—its resistance to flow and temperature sensitivity—allows maintenance teams to match lubricants to specific bearing loads, gear speeds, and ambient conditions, thereby minimizing internal friction and reducing the plant's overall energy footprint.
Industry‑wide standards such as ISO’s cSt grading and SAE’s temperature‑based numbers provide a common language for specifying oils, but the real differentiator is the Viscosity Index. A high VI oil retains its thickness over a wide temperature span, enabling the use of a single product across multiple operating points and reducing the need for separate low‑ and high‑temperature grades. This consolidation simplifies inventory management, cuts procurement costs, and lessens the risk of applying an incorrect grade during maintenance swaps.
The consequences of a viscosity mismatch are tangible: overly thick oils increase pump load, generate heat, and can cause cavitation, while overly thin oils fail to form adequate film layers, accelerating metal‑to‑metal wear. Both scenarios elevate maintenance expenses and increase the likelihood of unscheduled shutdowns. By starting with manufacturer recommendations, then adjusting for real‑world variables like load, speed, and climate, plants can achieve optimal lubrication balance—maximizing equipment reliability, extending service life, and sustaining a competitive edge in the market.
Lubricant viscosity is critical to efficient and reliable manufacturing
0
Comments
Want to join the conversation?
Loading comments...