
User Login Causing Problems: Unexpected Tag Write or Trigger
Industrial automation systems are seeing safety risks when user login events unintentionally write to PLC tags. Poorly designed SCADA scripts, shared UI‑control tags, and mishandled retentive bits can cause equipment to start, reset, or trip without operator intent. The article outlines how login‑related logic can overlap with process control, leading to hazardous operations. It recommends isolating authentication tags and separating role‑based scripts from direct control actions to safeguard equipment.
Time Synchronization Issues Between PLC, SCADA and Historian
Accurate time alignment among PLCs, SCADA servers, and historians is critical for reliable plant operations. Clock drift can cause PLCs to run seconds ahead of SCADA, leading to misleading alarm timestamps. Divergent time zones or daylight‑saving settings further desynchronize logs,...

Alarm Flooding During Power Restoration
When power returns to a plant, SCADA and DCS systems often experience an abrupt surge of alarms as field devices, controllers and communication networks restart simultaneously. Abnormal startup values, network reconnection delays, and unfiltered alarm configurations cause hundreds of alerts...

SCADA Working Fine Locally but Lagging on Remote Stations
SCADA platforms deliver real‑time process data flawlessly on the local server, but remote operator stations often suffer lag, delayed tag updates, and sluggish screen navigation. The primary culprits are network latency, excessive tag subscriptions, and heavyweight graphics that strain bandwidth...

SCADA Freezing When Opening Heavy Graphics Pages
Industrial operators often see SCADA workstations freeze when opening graphics‑heavy pages. The freeze stems from a sudden surge in CPU, GPU, and network demand caused by dozens of animated objects, thousands of tag reads, high‑resolution backgrounds, and embedded trend or...

Tag Values Updating Late Even Though Communication Is Healthy
Operators sometimes see SCADA tag values lag a few seconds even though PLC‑SCADA communication shows no errors. The delay typically stems from configuration choices such as overly long scan rates, PLC programs that update variables on slow cycles, or network...

Historian Logging Gaps Without Any Network Failure
Industrial historians often show time gaps even when PLCs, SCADA and networks run flawlessly. The article identifies five hidden causes: brief historian service restarts, deadband or exception logging settings, temporary loss of SCADA/OPC subscriptions, clock‑synchronization mismatches, and data‑compression or archiving...

SCADA Systems Slow Only During Shift Change
Industrial plants often experience SCADA sluggishness precisely at shift handover. The slowdown stems from a sudden surge in server activity as multiple operator workstations restart, alarms are bulk‑acknowledged, and shift‑based reports, data resets, and backups run concurrently. These actions overload...

Alarms That Keep Reappearing Even After Acknowledgement
Industrial operators often see alarms reappear after they acknowledge them, creating confusion and fatigue. The core reason is that acknowledgment only clears the visual cue, not the underlying process condition, which may still be out of range. Additional factors such...

SCADA Data Showing Wrong Values While PLC Is Correct
Industrial engineers often encounter a puzzling discrepancy where PLCs display correct process values while SCADA screens show inaccurate numbers. The root causes typically lie in scaling mismatches, data‑type inconsistencies, byte/word order errors, address offset mistakes, or stale data due to...

Interlocking Three Inputs for Pump Logic: PLC Tia Portal
The article details a PLC program built in Siemens TIA Portal that uses latching and interlock logic to control a single pump via three RUN buttons. Pressing START sets a SYSTEM_ON memory bit, enabling the RUN inputs while STOP clears...
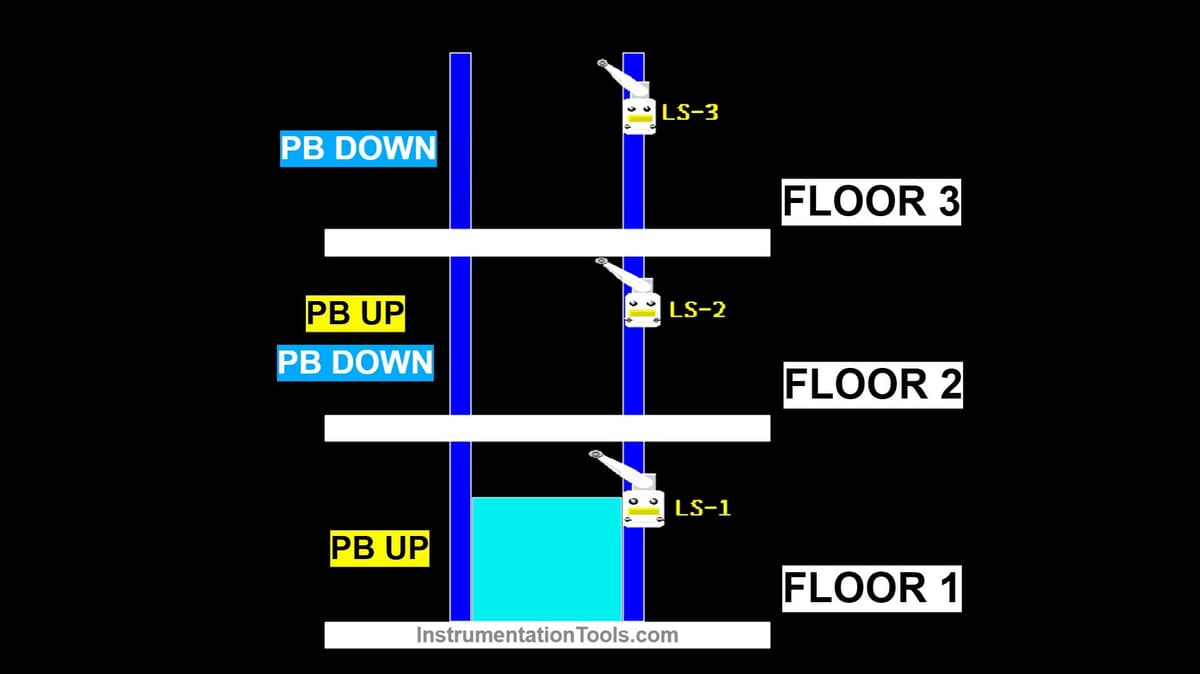
Cargo Elevator System Using XG5000 PLC Programming
The XG5000 PLC program implements a three‑floor cargo elevator that moves one floor at a time using up and down push‑buttons. Limit‑switch sensors on each floor provide position feedback, while a latched SYSTEM_ON memory bit keeps the controller active after...