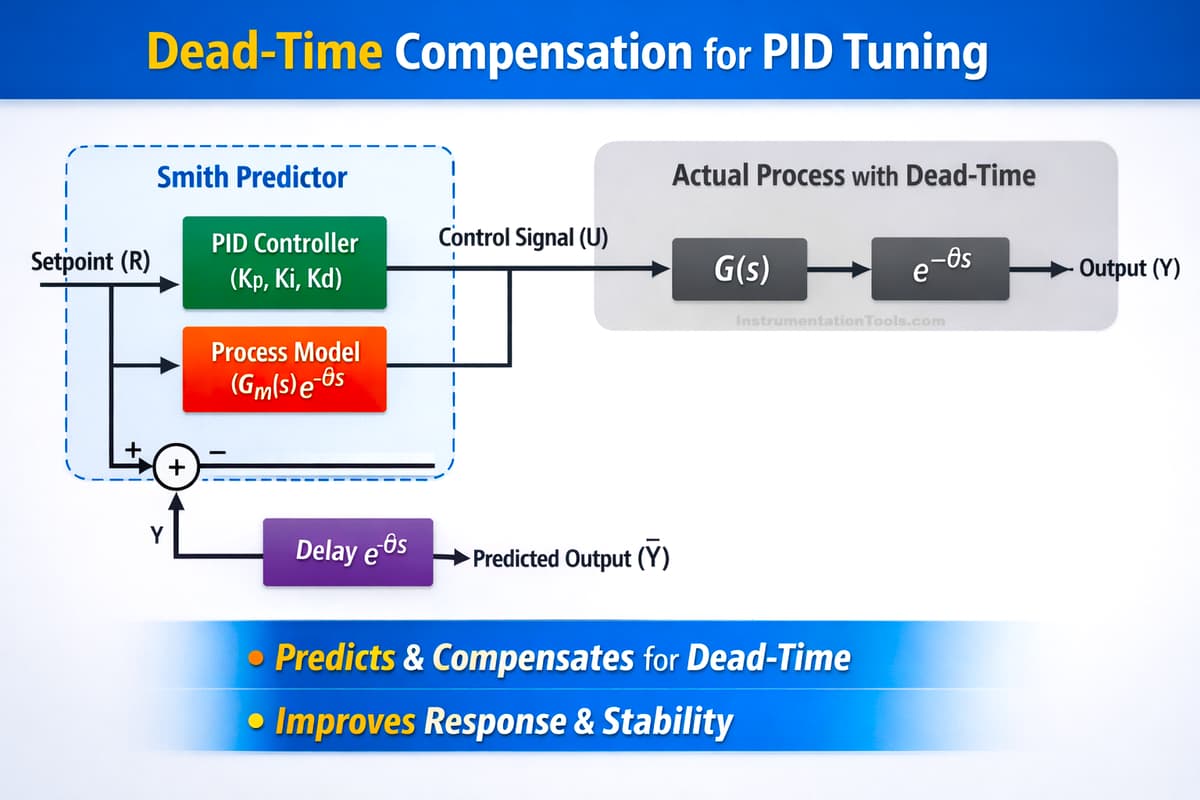
Dead Time Compensation in PID Tuning
Dead time—delayed sensor feedback—can cause PID loops to overshoot and oscillate, especially in slow‑responding processes like heating. The Smith Predictor addresses this by using an internal model to forecast the process variable and feeding the prediction to the controller while a FIFO buffer stores delayed real measurements for correction. Implementing the predictor requires a mathematical plant model, a dead‑time buffer, and a continuous error‑correction loop. Advanced DCS and some PLC platforms now bundle Smith Predictor functions, though most basic PLCs still need custom code.
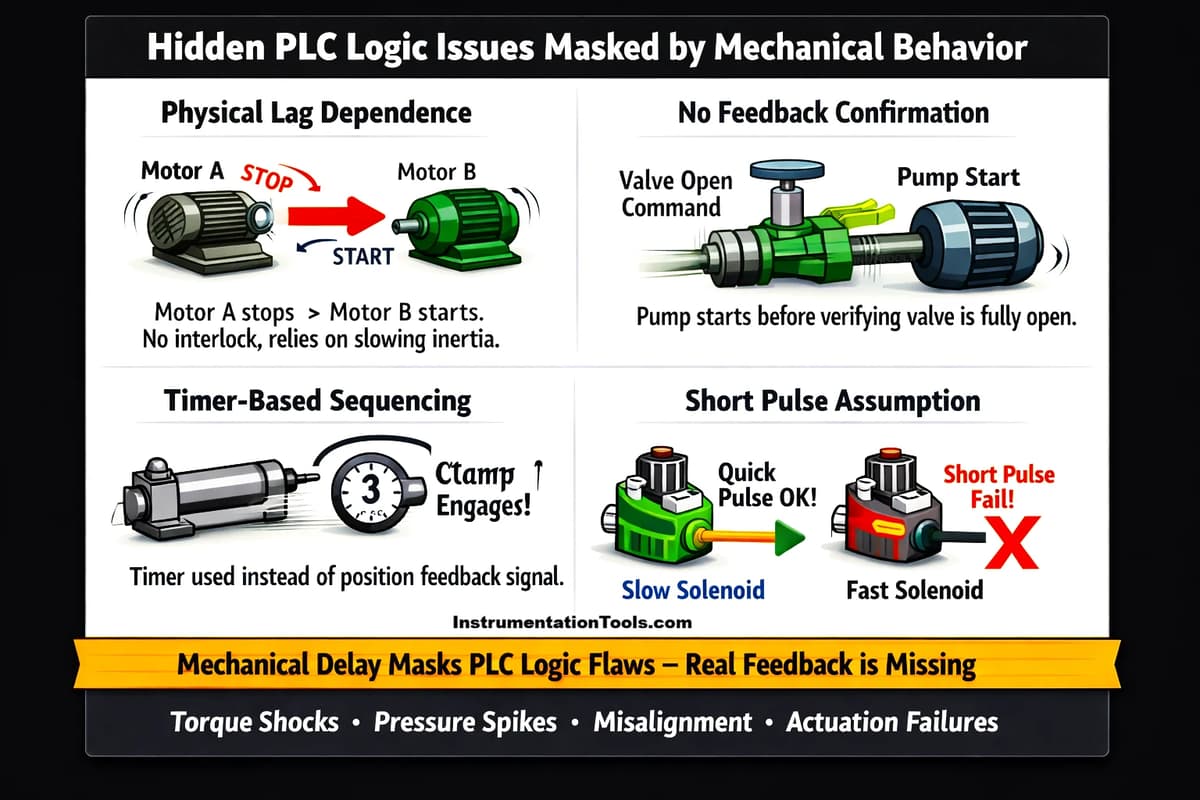
Mechanical Delays Masking PLC Program Errors
Industrial plants often rely on PLC logic that seems flawless during commissioning, but mechanical inertia—such as motor coast‑down, valve lag, and conveyor drag—can unintentionally compensate for missing interlocks or feedback checks. When equipment is upgraded, speeds increase, or process conditions...
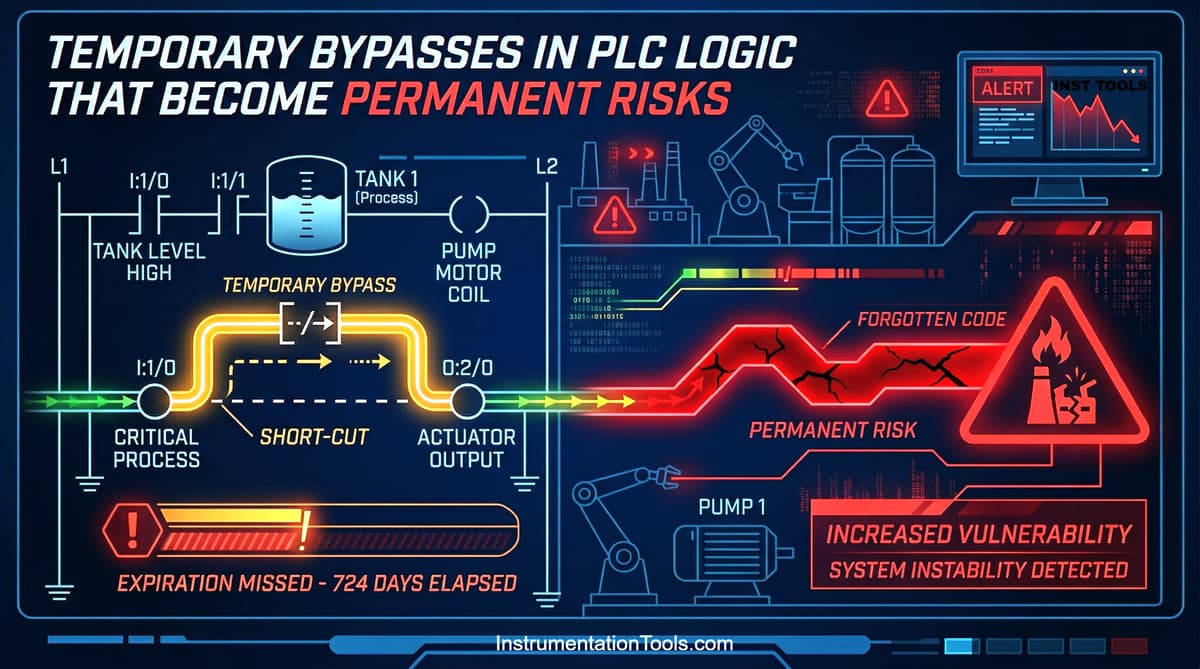
Temporary Bypasses in PLC Logic That Become Permanent Risks
Industrial automation teams often insert temporary PLC bypasses—forced inputs, hard‑coded permissives, alarm masks, or maintenance mode—to keep production running during commissioning or emergencies. When these work‑arounds are not documented, reviewed, or removed, they become permanent parts of the control logic,...
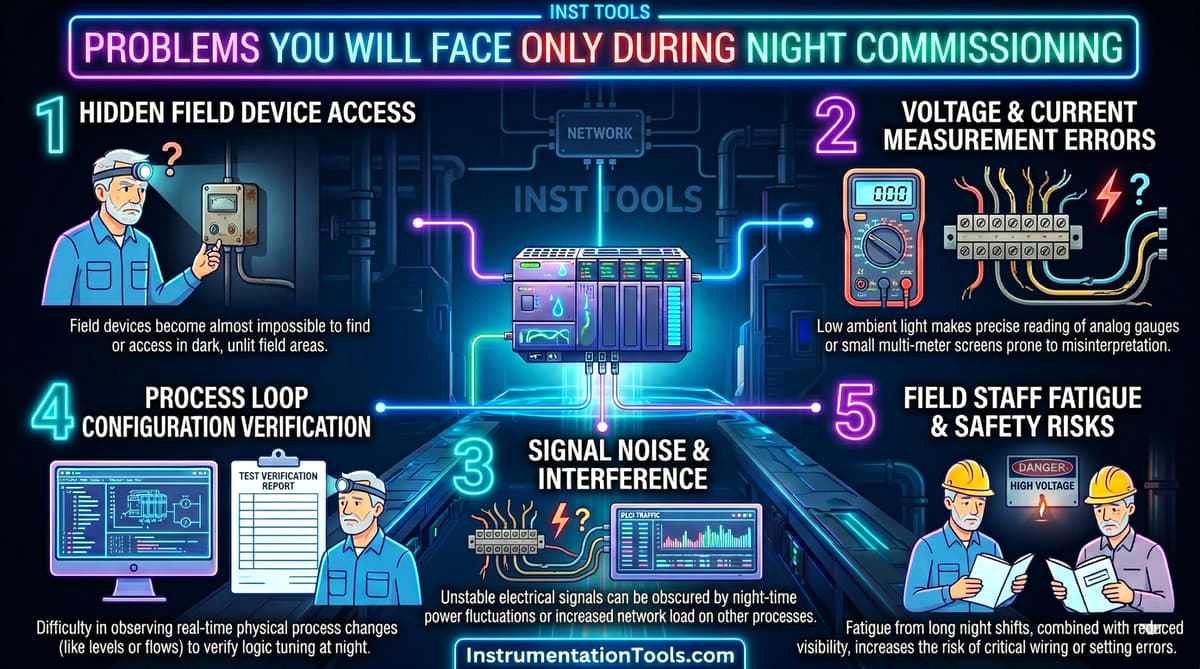
Problems You Will Face Only During Night Commissioning
Night‑shift commissioning promises quieter plant floors but introduces a distinct set of obstacles. Limited technical support, reduced lighting, and fluctuating utility conditions turn routine checks into prolonged troubleshooting sessions. Engineer fatigue at 3 AM increases the likelihood of logic mistakes and...
Why Old Plants Hate Modern PLCs?
Old manufacturing plants view modern PLCs as disruptive rather than beneficial. Decades‑old controllers have proven reliability, and teams rely on undocumented tweaks and hands‑on expertise. Introducing networked, software‑centric PLCs uncovers hidden wiring flaws, forces IT collaboration, and raises cybersecurity worries....

Control System: Hidden Risks of Online Edits in Running Plants
Online editing lets engineers modify PLC logic without stopping production, but the practice introduces hidden risks. When a change is applied, the controller briefly reorganizes execution, causing one‑scan disturbances, false edge detections, and memory resets. These transient glitches can flicker...

PLC Startup Vs. Normal Scan Time – Real Plant Impact
The article explains that a PLC’s first scan after power‑on—known as the startup scan—behaves differently from the normal scan used during steady‑state operation. During this brief window the controller may act on stale memory, incomplete sensor data, or unavailable network...

Things I Learned Only After Commissioning 20+ PLC Projects
After commissioning more than 20 PLC projects, the author reveals that on‑site realities—incorrect drawings, wiring errors, poor earthing, and unpredictable operator actions—far outweigh textbook logic. Simulated programs often fail once hardware noise and analog signal drift appear, while network glitches...

How Cable Lengths Affect Analog Input Stability?
Cable length is a hidden but critical factor that can destabilize PLC analog inputs. In 4‑20 mA loops, longer runs increase loop resistance, eroding the transmitter's compliance voltage and causing low‑range readings, while 0‑10 V loops suffer direct voltage drop and heightened...

Practical Failure Modes in Remote IO Systems
The article outlines the most common failure modes in remote I/O systems, including network communication loss, power‑supply instability, harsh environmental exposure, and neglect of built‑in diagnostics. It explains how each issue manifests—timeouts, voltage dips, component drift, or silent faults—and why...

PLC Hidden Problems With AO Scaling in Brownfield Retrofits
Brownfield retrofits replace legacy PLCs and HMIs while keeping existing field hardware. Hidden analog output (AO) scaling issues arise because old devices often operate on a reduced 4‑20 mA range and were tuned to coarse signal steps. Modern high‑resolution AO cards...

Practical Dangers of Using MSG Instructions in PLC Programming
The article warns that PLC message (MSG) instructions, while convenient for cross‑device data exchange, introduce hidden operational hazards. Blocking MSGs can inflate scan times and create task jitter, while non‑blocking MSGs consume CPU cycles each scan. Stale or invalid data,...

Reports Showing Different Data Than Trends
Industrial automation operators often see different numbers on trend screens versus generated reports. The discrepancy stems from varied data sampling rates, historian compression, time‑synchronization errors, aggregation methods, and time‑zone or query differences. Trend screens provide near‑real‑time, high‑frequency points, while reports...
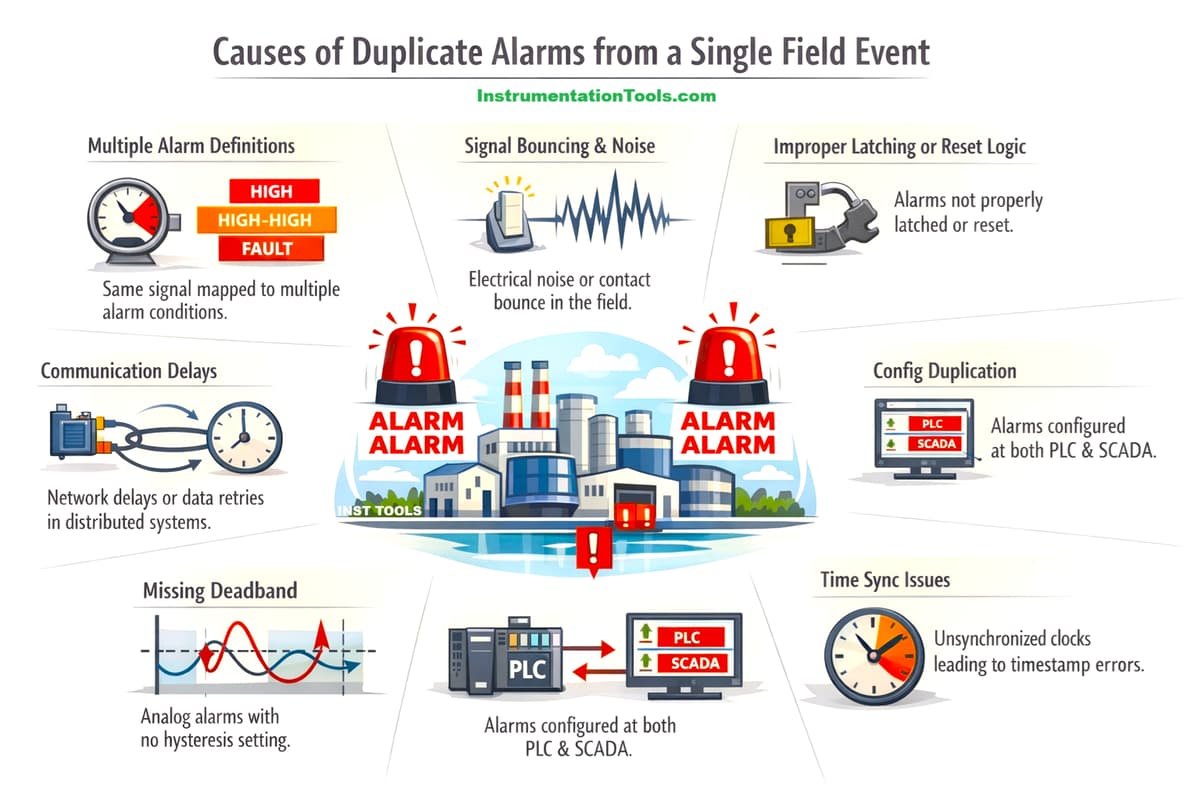
Duplicate Alarms Generated From Single Field Event
Duplicate alarms from a single field event are a common issue in PLC‑SCADA systems. They arise when multiple alarm definitions share one signal, when signal bounce or noise creates rapid transitions, when latching or reset logic is flawed, when network...
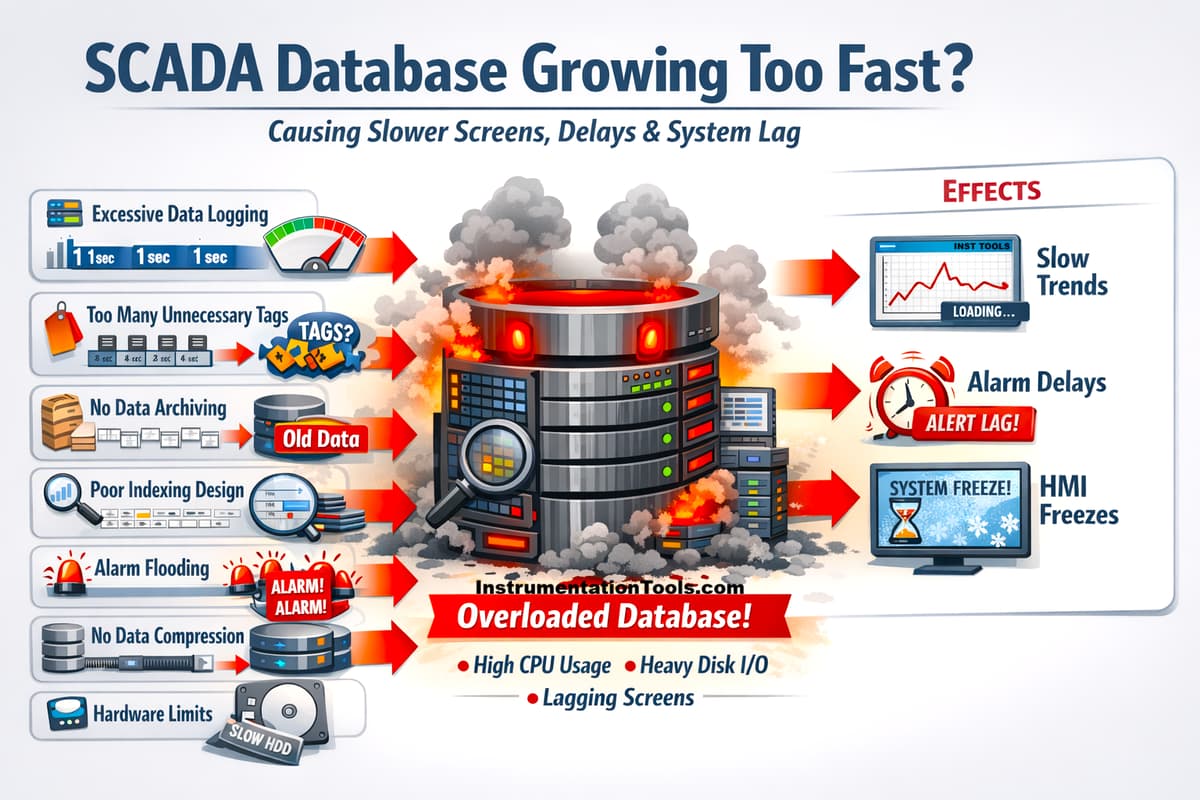
SCADA Database Growing Too Fast and Slowing the System
Industrial SCADA systems are experiencing performance degradation as their databases expand unchecked. Excessive over‑sampling, logging low‑value tags, and missing archiving policies cause millions of redundant records to accumulate. Poor indexing and hardware limits further slow screen updates and trend retrieval....